样品详情:
纯铁
纯铁(含碳量<0.02%)晶体结构具温度依赖性:常温下为体心立方晶格(α-Fe),塑性优异;912℃-1394℃转变为面心立方晶格(γ-Fe),致密度提升;1394℃以上为体心立方晶格(δ-Fe)。低杂质含量使其结构均匀,无明显第二相析出,导磁、导电性能突出。
用途聚焦核心性能:电磁领域用于制造变压器铁芯、电磁铁、继电器磁芯等;冶金行业作为优质炼钢原料,提纯钢质;精密加工领域可制造成型件、冲压件;科研领域用作材料性能基准试样。应用覆盖电工电器、冶金、精密机械、科研等行业,常经退火处理优化结构稳定性。

![]() 检测要求:按照GB/T 6394-2017金属平均金粒度评定级别
检测要求:按照GB/T 6394-2017金属平均金粒度评定级别
检测流程:切割
➡研磨➡抛光➡腐蚀➡金相显微镜观察分析。
样品制备流程
(1)样品切割
设 备:JMQ-60 精密切割机
工作直径:Φ60mm
参数配置:转速:500~5000r/min
功率:15kW
尺寸:820x735x435mm
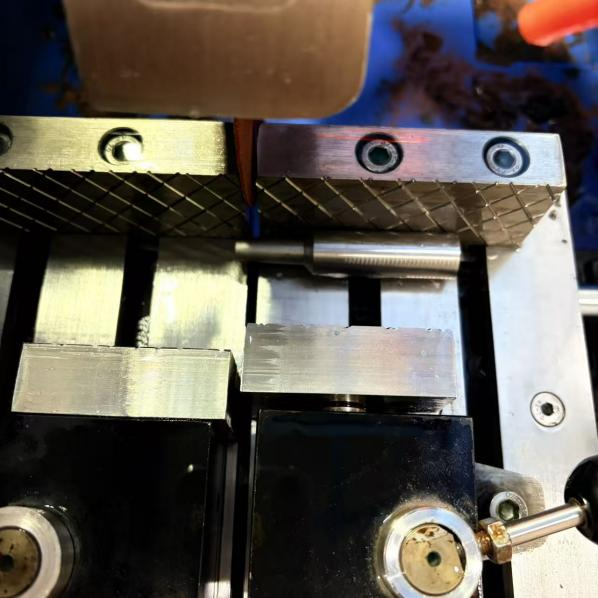
切割前

切割后
为什么纯铁只能用金相切割机?
纯铁软且韧性极高,做金相实验需用专用金相切割机切割,是因为普通切割机高速摩擦会产生大量热量,引发纯铁晶粒长大、氧化或形成热影响区,还会造成塑性变形等机械损伤,破坏其原始金相组织,而专用金相切割机配备冷却系统,切割时可实时喷淋冷却液快速散热,且刀片与转速匹配性好、切割平稳精度高,能减少机械损伤,保证样品尺寸规整,避免原始金相组织被破坏,为后续磨抛、腐蚀等步骤奠定基础,确保金相观察结果的准确性和可靠性。

(2)![]() 热压镶嵌
热压镶嵌
设 备:ZXQ-2自动镶嵌机
模套规格: Φ30mm,
参数配置:加热温度:135℃ 保持时间240s
输入电源:单相 AC220V 50Hz
尺 寸:350 mmx450 mmx470 mm

镶嵌设备
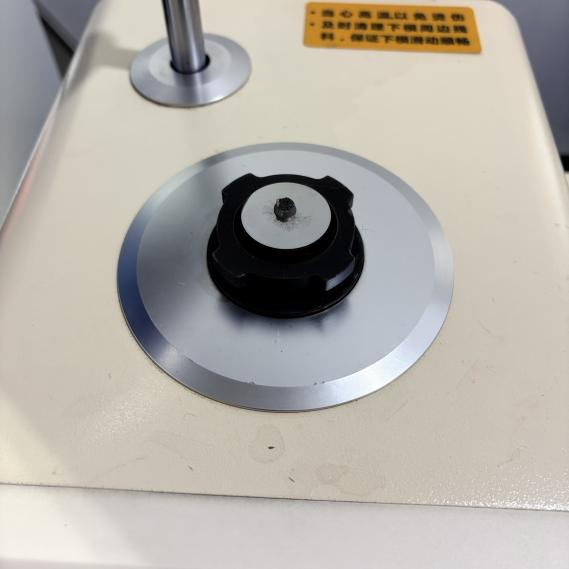
镶嵌前

镶嵌中

镶嵌后
金相镶嵌的必要性
纯铁金相实验进行镶嵌,是因为纯铁软且韧性高,镶嵌可将尺寸小、形状不规则的样品制成规整块状以方便后续磨抛时稳定夹持,同时通过镶嵌材料包裹样品边缘防止磨抛时出现塌陷、卷边或塑性变形,保证磨抛受力均匀、观测面平整,避免原始金相组织受损,提升后续腐蚀、观察的操作效率与检测结果可靠性。
(3)![]() 研磨抛光
研磨抛光
设 备:ZMP-2全自动磨抛机
模套规格: Φ250mm(可订制)
使用步骤:180目砂纸 120s 400目砂纸 120S 800目砂纸 120S
1500目砂纸 120s 丝绸抛光布 150s 压力25N 转速150每分钟


未经过打磨

打磨后
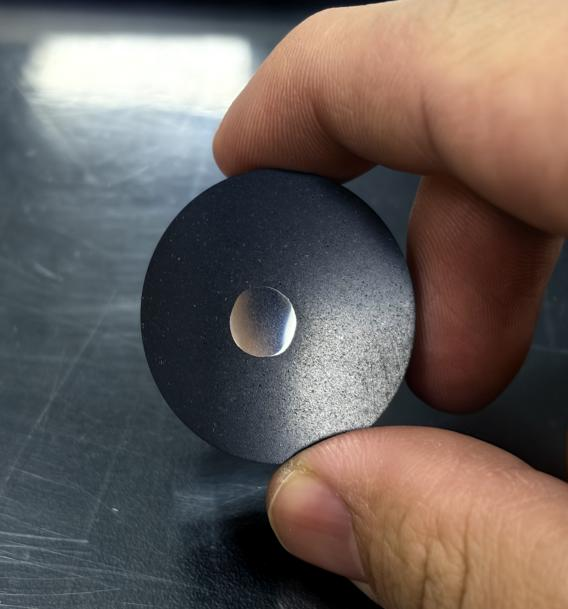
抛光后
金相样品镶嵌的主要目的
保护边缘、便于制样并提高分析准确性。通过树脂包埋,可固定脆弱或微小样品,防止磨抛时边缘崩裂;标准化尺寸适配设备,确保磨抛均匀;还能填充孔隙(如涂层、多孔材料),避免划痕或假象。此外,镶嵌后更易操作,提升制样效率,尤其适合自动化流程,最终保障显微观察的清晰度和数据可靠性。
(4)![]() 观察分析
观察分析
设 备:BM7金相显微镜
参数配置:目镜:高眼点大视野目镜PL10X/22mm
物镜:无限远消色差物镜 5X、10X、20X、50X、100X
照明系统:反射明暗场照明器亮度可调,带偏光装置/滤光片
软 件:金相检验系统2025

明场50X效果图

明场100X效果图

明场200X效果图
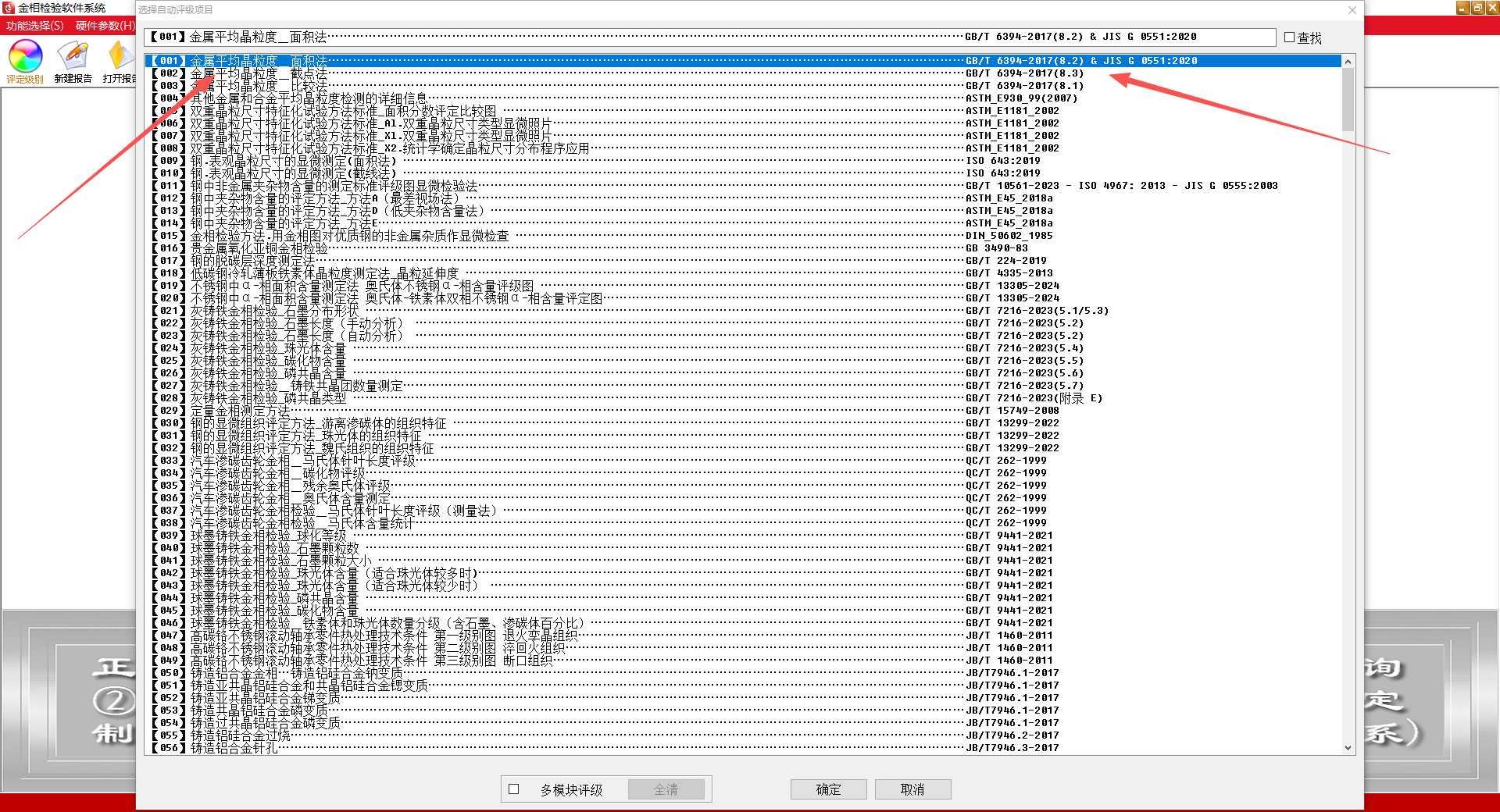
选择对应的标准

选择“临界二化值”对图片进行处理
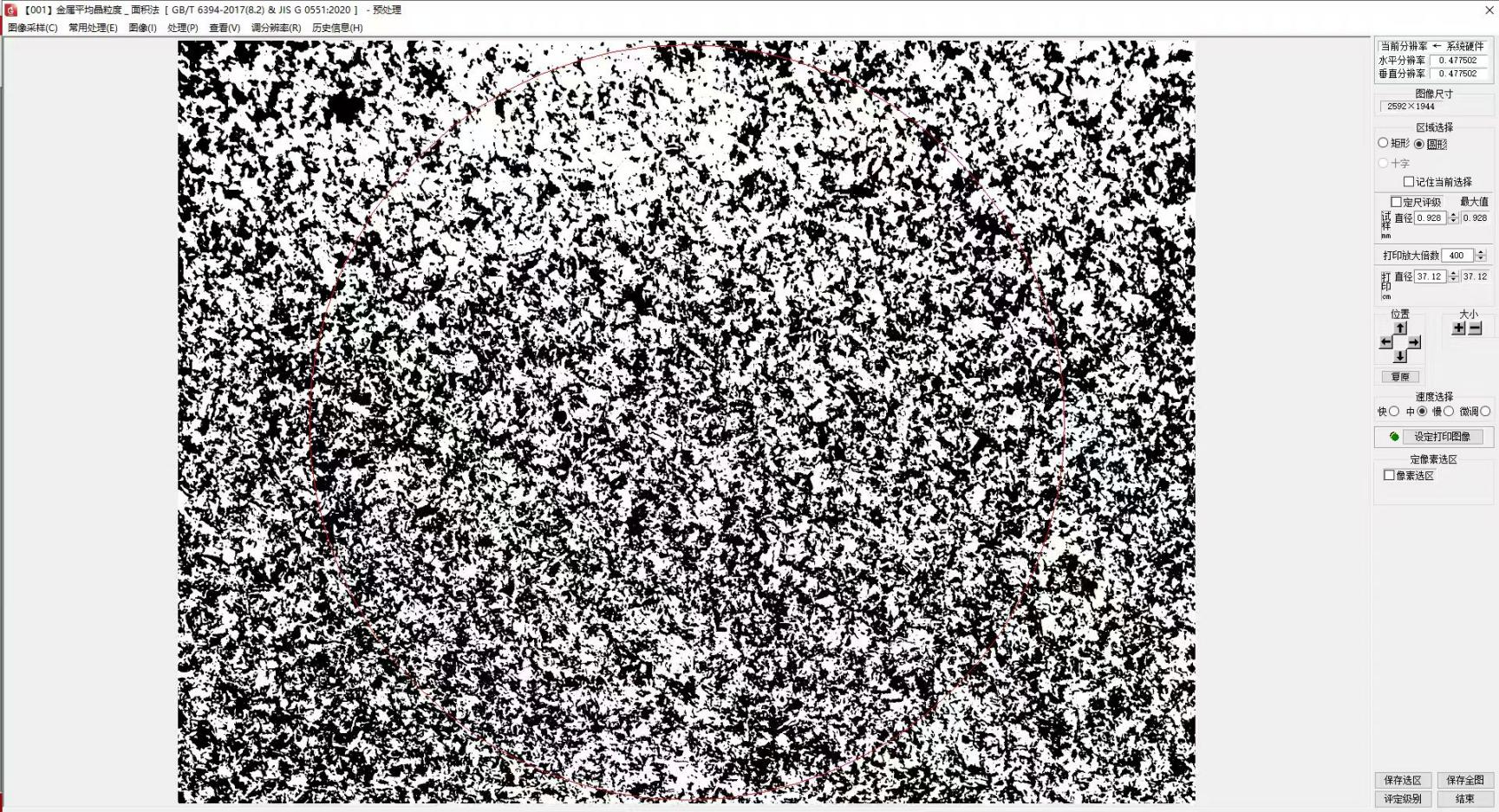
处理完成后更方便进行自动分析
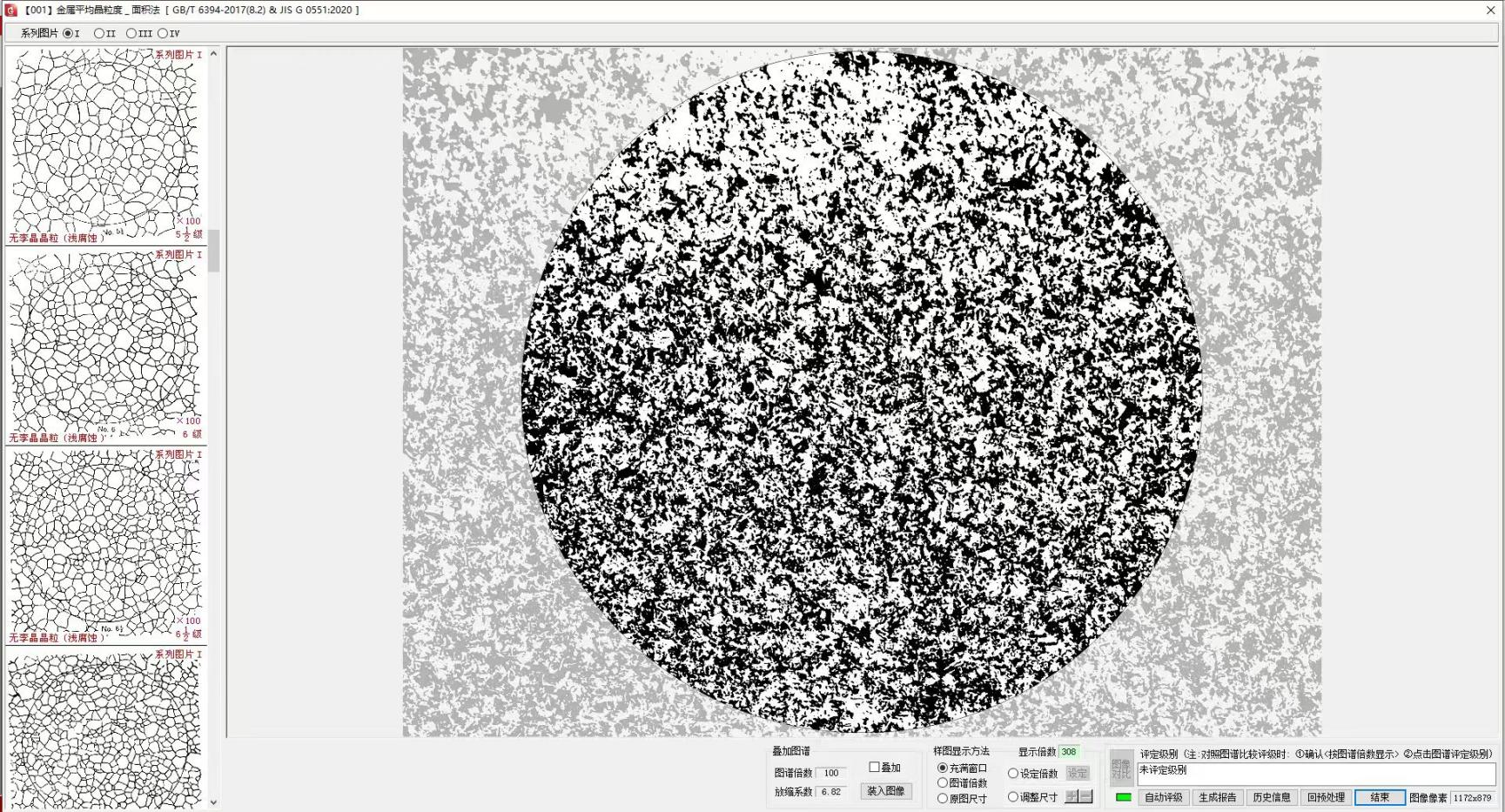
![]() 金相软件分析界面
金相软件分析界面
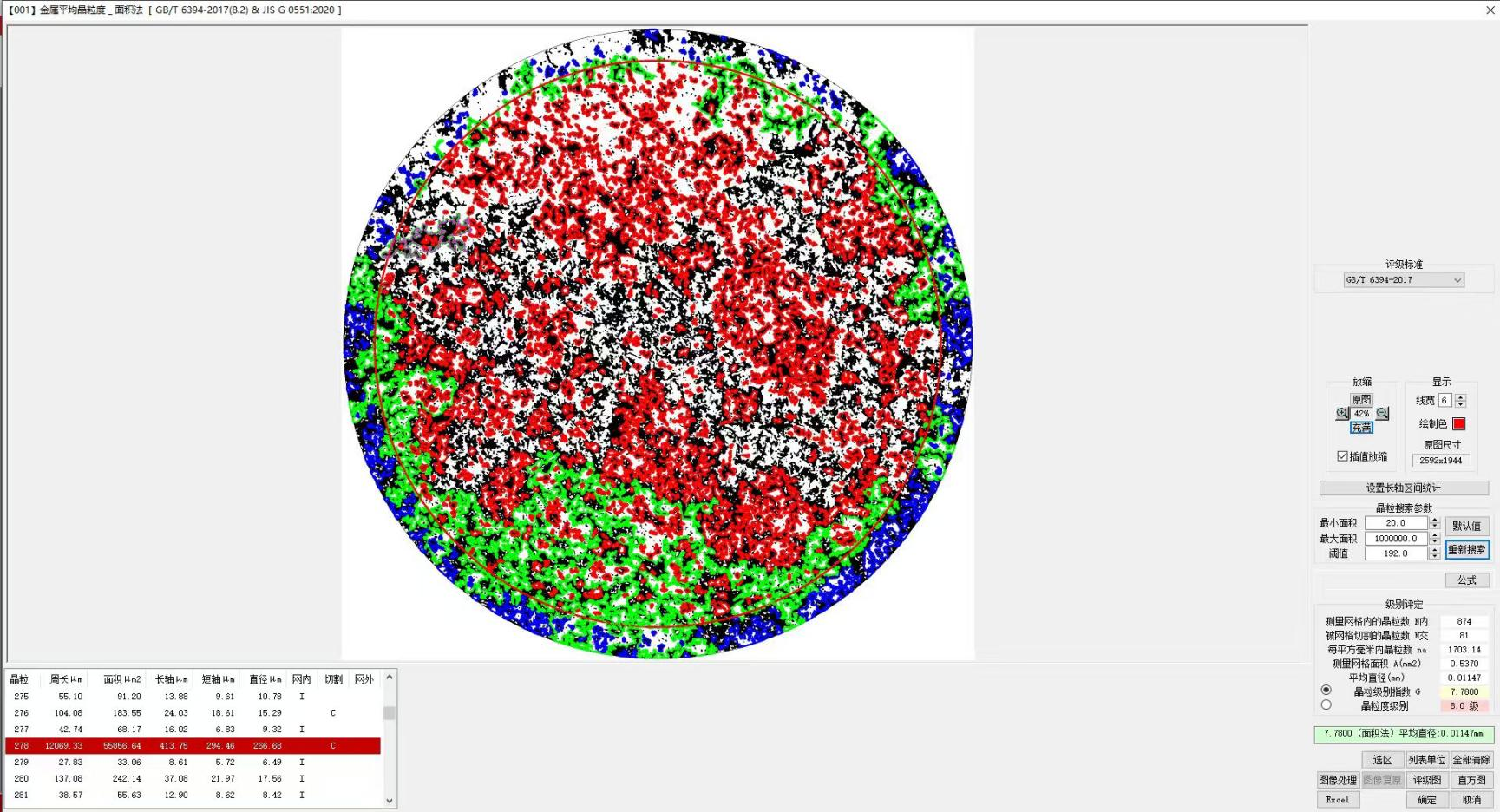
分析评级中(抓取晶粒特征)
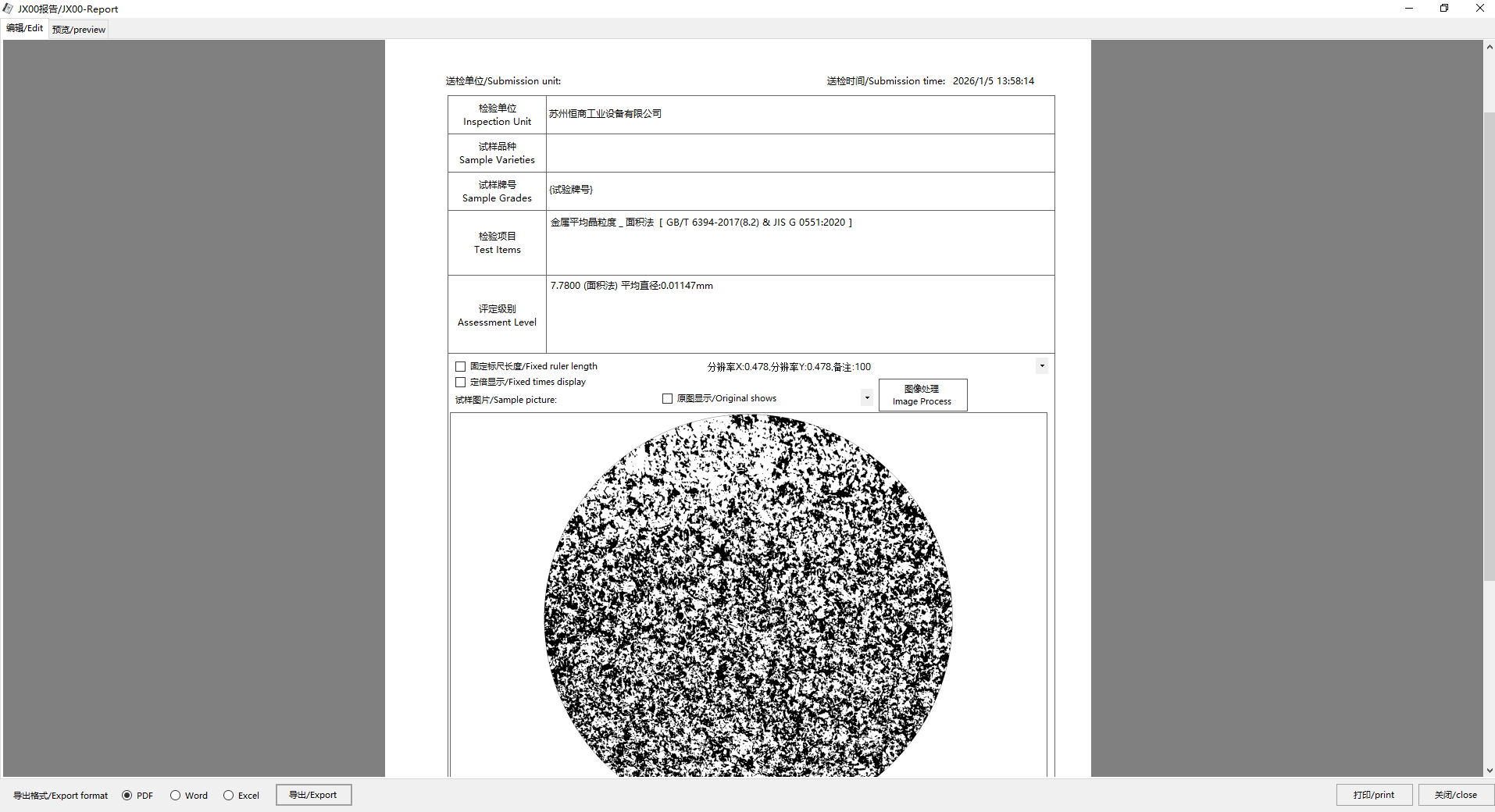
![]() 评级完成后生成报告(格式可修改)
评级完成后生成报告(格式可修改)
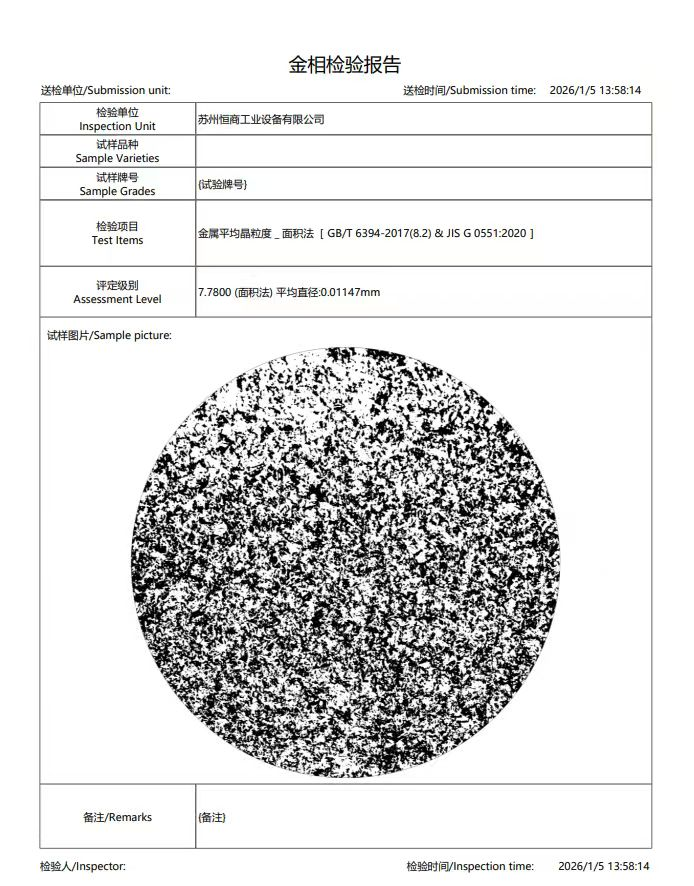
可导出pdf,word等格式
![]() 小结
小结
1. 需要用到4%浓度的硝酸酒精进行腐蚀30s左右,时间太久可能导致过烧
2. 自动评级前要对样品打磨抛光腐蚀处理好,减少瑕疵可以减少自动评级的误差。






